想知道<六盘水>【本地】承压保温水箱全国发货首选辉煌产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:<六盘水>【本地】承压保温水箱全国发货首选辉煌的图文介绍
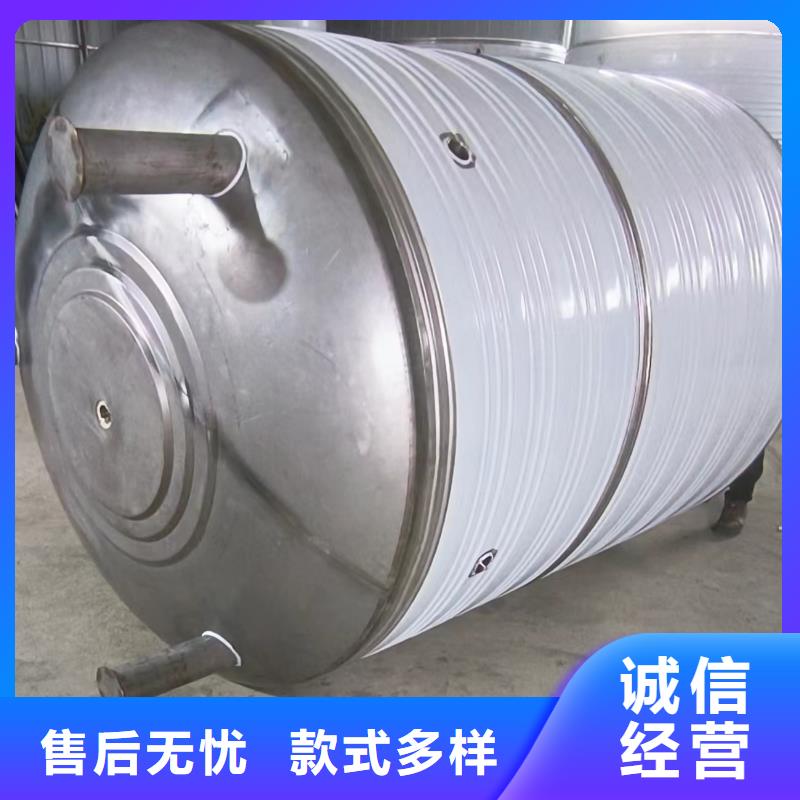
辉煌供水设备有限公司是一家综合性的 六盘水不锈钢水箱、厂家。位于经济开发区,地理位置优越,交通便利,方便客户采购发货,我建立以来不断改善管理方式,所生产 六盘水不锈钢水箱、产品均采用优异原材料,生产的产品规格齐全,价格合理,特殊规格都可根据用户要求加工定做。

筒节成型:承压保温水箱
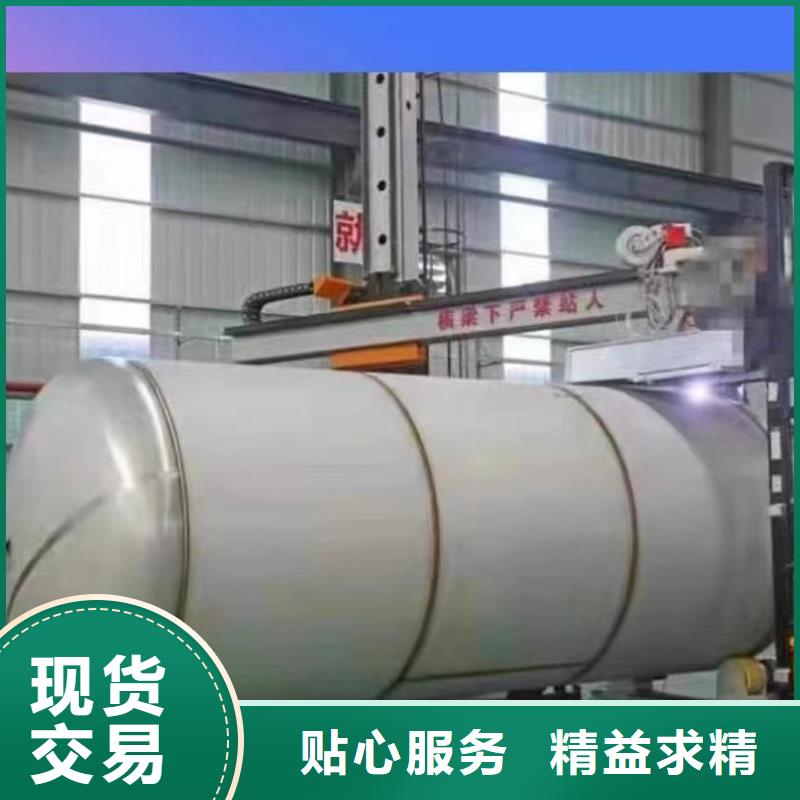
2.4.1、六盘水同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、六盘水同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、六盘水同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3


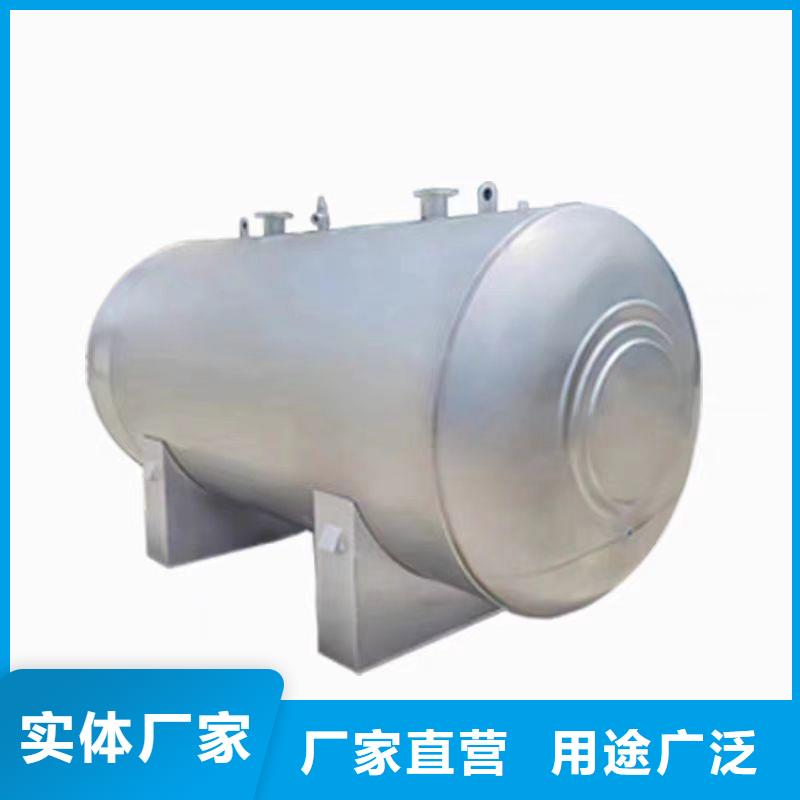
承压保温水箱的划线开孔及接管装焊:
3.2.1、六盘水当地应按设备管口方位图及标高尺寸,合理布置开孔位置,开孔应尽量避开焊缝。
3.2.2、六盘水当地一般容器的划线宜在壳体及两端封头(或法兰)组焊成型后进行,换热器一般在壳程筒体成型后进行。
3.2.3、六盘水当地开孔位置划线毕后,须由检验人员严格检验,确认无误后方可开孔。
3.2.4、六盘水当地当开孔无法避免焊缝时,则以开孔中心为圆心,1.5倍开孔直径为半径的圆中所包容的焊缝,以及被补强圈、六盘水当地支座垫板等覆盖的焊缝,须作100%射线检查,合格级别与壳体接头探伤要求一致。



承压保温水箱容器的焊接:
3.3.1、六盘水当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、六盘水当地正常情况下,DN≥1000,δ≥8的容器A、六盘水当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、六盘水当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、六盘水当地C、六盘水当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、六盘水当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、六盘水当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。







 扫一扫
扫一扫